Виды профиля клинка (сечение)

Общая информация
 От геометрии клинка ножа очень сильно зависят его рабочие характеристики и возможные области применения. В контексте этого нужно отдельно рассматривать:
От геометрии клинка ножа очень сильно зависят его рабочие характеристики и возможные области применения. В контексте этого нужно отдельно рассматривать:
1) Форму клинка (как выглядит клинок, если посмотреть на него сбоку) – об этом речь в отдельном материале;
2) Профиль клинка и его заточка (как выглядит клинок в сечении) – о том какие бывают виды профилей клинка и пойдет речь ниже.
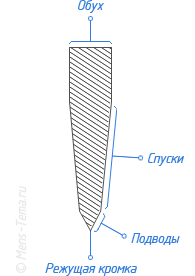
Сначала немного терминологии, используемой в темах о строении клинка. На первой картинке справа представлен пример сечения клинка (как если бы распилить его пополам и посмотреть на получившийся срез), на котором можно увидеть:
- Обух – это тупая часть клинка, со стороны противоположенной его лезвию.
- Спуски – это часть клинка, которая сужается от обуха к режущей кромке.
- Подводы (микроспуски, режущие грани) – это часть клинка, идущая после спусков и образующая режущую кромку. Подводов может и не быть, когда спуски сразу идут к режущей кромке.
- Режущая кромка.
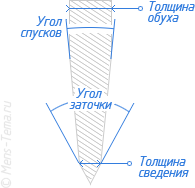 Также часто используются следующие измеряемые характеристики профиля клинка (на картинке справа):
Также часто используются следующие измеряемые характеристики профиля клинка (на картинке справа):
- Толщина сведения – это толщина клинка в месте, где расстояние между спусками наименьшее.
- Угол заточки – чем больше угол заточки, тем более устойчива режущая кромка к повреждениям. Чем меньше угол заточки – тем лучше режущие свойства ножа. Обычно угол заточки составляет от 10° (опасные бритвы) до 40° (охотничьи и тактические ножи). Угол заточки кухонных ножей составляет в среднем 15°-20°.
- Угол спусков – влияние данного значения на рабочие характеристики ножа в большей степени зависит от строения клинка в целом.
Ниже приведены основные виды профилей клинков с краткими пояснениями. Необходимо понимать, что это лишь основные виды профилей, и на самом деле их значительно больше в различных комбинациях.
 |
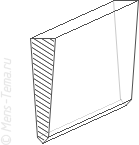
Линзовидная заточка (convex grind)Одна из самых популярных и любимых в ножевом сообшестве заточек. Обеспечивает ножу очень высокие режущие свойства, т.к. не имеет переходов плоскостей непосредственно у режущей кромки, которые бы мешали резу. В то же время имеет очень высокую прочность, т.к. толщина клинка остается очень высокой до самой режущей кромки. Недостатки: не очень простая заточка и более дорогое производство, что в итоге повышает стоимость ножа. |
|
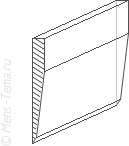
Пятигранная заточка с подводами, Пятигранный клин с подводамиДва очень похожих профиля клинка. Одни из самых часто встречающихся в современных ножах, т.к. являются сбалансированными по уровню прочности клинка и уровню реза. Пятигранный клин с подводами чуть лучше режет и чуть менее прочен, чем клинок с обычной пятигранной заточкой с подводами. В общем случае обладают более высокой прочностью клинка в сравнении со схожими клиновидной или скандинавской видами заточек (которые без подводов). Такой профиль позволяет довольно легко менять баланс между прочностью режущей кромки и качеством реза – путем перетачивания подводов на больший или меньший угол. |
|
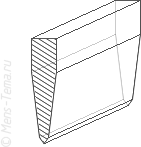
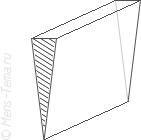
Односторонняя заточка (chisel grind)Часто ее называют «стамеской» или «стамесочной» заточкой. Одна из сторон клинка с односторонней заточкой, обычно, плоская. Из плюсов: данная заточка позволят добиться значительно лучших режущих свойств в сравнении с большинством двухсторонних заточек при сохранении приемлемого уровня прочности режущей кромки; благодаря своей форме позволяет добиться очень точного реза. Из недостатоков: при длительном резе – клинок будет уводить в сторону, в виду ассиметричности заточки; также односторонняя заточка не универсальная для левшей и правшей, т.к. спуск должен быть на стороне рабочей поверхности клинка. |
 |
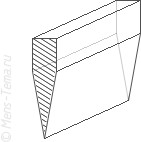
Клиновидная заточка (flat grind)Заточка при которой спуски идут непосредственно от обуха до режущей кромки. Обладает очень высокими показателями реза и приемлемой стойкостью режущей кромки и прочностью клинка. С одной стороны такой клинок довольно просто затачивать, т.к. режущая плоскость очень большая и поэтому невозможно ошибиться с углом заточки. С другой стороны, при заточке такого клинка маталл нужно снимать со всей плоскости спусков, что усложняет процесс. |
 |
Пятигранная заточка (scandi grind)Часто ее называют «скандинавской» заточкой. Популярный вид заточки современных ножей, особенно в скандинавских моделях. Похож на клиновидный профиль (см. выше), но в виду немного другой геометрии – обладает существенно большей прочностью и чуть менее хорошим резом. Ножи с такой заточкой особенно хорошо подходят для работы с деревом, т.к. позволяют хорошо прорезать материал и при необхоходимости выщемлять его путем небольшого подворота ножа по своей оси. |
 |
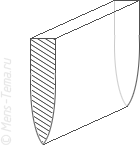
Вогнутые спуски (hollow grind)Иногда ее называют «бритвенной» заточкой, т.к. часто используется в бритвах и подобных ножах и инструментах для деликатных работ. Такая заточка обладает самими высокими показателями реза из всех возможных, но в большинстве случаев оказывается неприменимой для каких-либо грубых работ. |
{kind=link}